上海透明塑料周转箱规格
闲置的塑料周转箱应该怎么存放:一、平整码放:塑料周转箱闲置不用的时候,应平整的堆叠在一起,放在固定的地方,待下次使用时再拿过来用时很方便,但要注意一定要平整的码放,如码放不平整的话,闲置时间过长便容易造成塑料周转箱的变形。二、存储环境:有些企业因仓库空间不大,所以把暂时不用的塑料周转箱放在室外,为了节省仓库空间,但是长时间放在室外,风吹日晒会加速塑料周转箱的老化,影响了塑料周转箱的使用寿命。因此,长期闲置的塑料周转箱一定要放在室内码放。三、分类存放:通常企业会用到不同款式的塑料周转箱,闲置存放的时候,建议是大小分类存放,切记随意堆放,这样不只更占用空间,也不利于下次使用时拿取。四、合理码放:为了节约空间,有些企业会把闲置下来的塑料周转箱码放过高,这样虽然占用的空间很小,码放过高不只非常危险,还会因堆码过高导致受力不均匀或承载压力过大而造成损坏。塑料周转箱适用于工厂物流中的运输、配送、储存、流通加工等环节。上海透明塑料周转箱规格

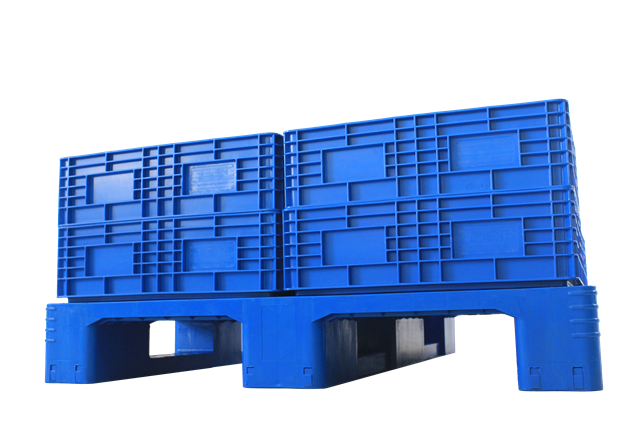
造成塑料周转箱箱体易发脆的原因有以下几点:1、塑料周转箱原料混有其它杂质或掺杂了不适当的或过量的溶剂或其它添加剂时。2、塑料再生次数太多或再生料含量太高,或在机筒内加热时间太长,都会促使制件脆裂。3、塑料本身质量不佳,例如分子量分布大,含有刚性分子链等不均匀结构的成分占有量过大,或受其它塑料掺杂污染、不良添加剂污染、灰尘杂质污染等也是造成发脆的原因。4、机筒、喷嘴温度太低,需要调高。如果物料容易降解,则应提高机筒、喷嘴的温度。5、降低螺杆预塑背压压力和转速,使料稍为疏松,并减少塑料因剪切过热而造成的降解。6、模温太高,脱模困难;模温太低,塑料过早冷却,熔接缝融合不良,容易开裂,特别是高熔点塑料如聚碳酸酯等更是如此。浙江重型塑料周转箱承重塑料周转箱可自行堆放,不只可以用于周转,还可以用作成品。
塑料周转箱,其在价格上,根据其尺寸大小,是有不同价位的,可以从几元到几百元不等。至于,其在使用过程中是否有缺点,其回答,则是肯定的,是毋庸置疑的。其的优点,是成本低且使用灵活,缺点是只能承载一些重量较轻的小型货物,而且,体积还不能太大,否则,会缩短塑料周转箱的使用寿命的。一般来讲,塑料周转箱是用注塑模具来制作取得的。封闭式周转箱告诉您其所采用的工艺,则是为注塑成型,将受热融化的材料,在高压时射入模腔内,然后,进行冷却固化,来取得成品。从而,来取得塑料周转箱。
塑料周转箱生产过程中常见的问题?塑料周转箱生产过程中存在变形。变形可分为这几种情况。在模具试验过程中,模具顶杆可能太薄,分布不均匀,脱模坡度设置不当。在生产过程中,塑料周转箱的变形很可能是由于机器参数设置不当造成的。例如,冷却时间设定过短,模具温度过高,塑料周转箱的冷却不均匀等。因此,它有一个变形,此时应及时调整注塑机的参数。塑料周转箱的颜色不均匀或混合。造成这一现象的原因很可能是由于原料在桶内停留时间过长,模具内的死角导致氧化原料在前期生产中残留,不能均匀地进行塑化。为了找出问题,我们必须在实际生产中逐—检查。塑料周转箱远端浇口有皱褶。主要原因是模具越大,聚合物流体前端的过早冷却便可以实现。我们可以通过提高模具和熔体的温度来调整和优化工艺来解决这—问题。建议挑选颜色鲜艳、无异味的塑料周转箱。
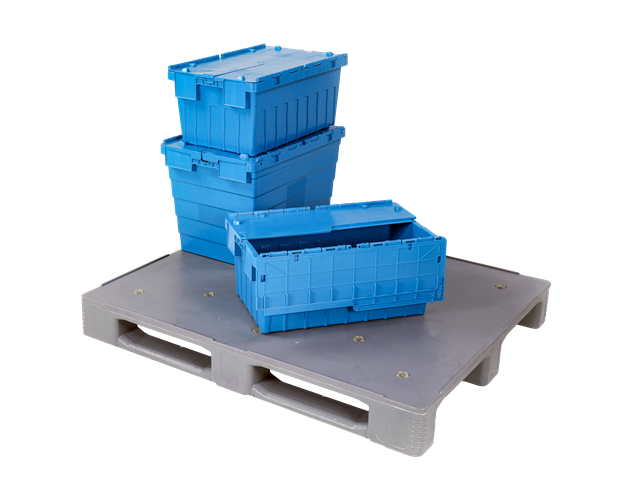
表面光滑美观、颜色齐全:由于塑料周转箱的特殊成型工艺,通过色母粒的调色可以达到任意颜色,而且表面光滑,易于印刷。环保效果明显:塑料周转箱具有无毒、无污染等特点,废弃处理简单,不会对环境造成污染。还可废物再利用,做成其它塑料制品。塑料周转箱材质为共聚丙烯、聚乙烯合成,自重轻,使用寿命长。塑料周转箱与各类物流器具在使用过程中尺寸配完好。塑料周转箱有效工作温度为-25℃-40℃。塑料周转箱可堆叠存放,节省使用空间。塑料周转箱不带盖可堆式周转箱统一规格箱体满载时可堆垛6-7层;带盖可堆式周转箱统一规格箱体满载时可堆垛4层。优越的耐冲击性:重压或撞击时不易碎裂,不会留下刮痕,可终身使用。其合理的设计,优良的品质,适用于工厂物流中的运输、配送、储存、流通加工等环节。抗折,抗老化,承载强度大:拉伸、压缩、撕裂、温度高、色彩丰富、做成包装箱式周转箱既可用于周转又可用于成品出货包装,轻巧、耐用、可堆叠。塑料周转箱使用时间长、使用频率频繁,在挑选塑料周转箱时要测试其承载、耐磨等能力是否过关。江苏miniload塑料周转箱规格
塑料周转箱堆垛使用时,应考虑自身周转箱承重以及堆垛高度限制。上海透明塑料周转箱规格
在日常使用过程中,塑料周转箱难免会出现一些故障:1、欠注。在塑料周转箱试模开始阶段出现这种现象可能是由于螺杆位置调节不准确,若非这种情况,可能是由于熔料温度低、模具温度不够或二级注射压力与速率不高等引起。对这两种情况做相应调整即可。当然,对于封闭的真空上料机,要确认原料是否充足。2、脱模变形。脱模时制品变形可分多种情况,若在试模阶段发生变形,应该考虑是否是模具顶杆太细、分布不匀或脱模斜度设置不当等原因。若是生产过程中出现变形应是工艺参数设置不当,如冷却时间过短、模具温度过高,导致塑料周转箱冷却不好,此时要做相应调整。3、颜色不均匀或有杂色。产生这类现象的主要原因是原料在料筒停留时间过长、模具有死角、塑化不均匀等,在实际生产中要逐项排除。4、浇口远端有皱纹。这主要是由于模具较大、料流前端过早冷却造成的,通常提高模具温度和提高熔体温度可以解决。上海透明塑料周转箱规格
- 浙江重型塑料周转箱规格表 2025-05-31
- 广州自动库托盘批发厂 2025-05-31
- 河南仓储塑料托盘批发厂 2025-05-31
- 南京仓储塑料托盘供应厂家 2025-05-31
- 河北rfid立库托盘尺寸 2025-05-31
- 安徽仓储塑料托盘生产企业 2025-05-31
- 河北miniload塑料周转箱生产厂商 2025-05-31
- 四川物流塑料周转箱生产厂家 2025-05-31
- 四川塑料托盘批发厂 2025-05-31
- 武汉玻璃瓶塑料托盘 2025-05-31
- 广州电商打包机教程 2025-05-31
- 东莞CNC内托厂家直销 2025-05-31
- 江西口服液PET聚酯塑料瓶 2025-05-31
- 浙江重型塑料周转箱规格表 2025-05-31
- 常州水产EPS包装 2025-05-31
- 江西品牌酒礼盒生产企业 2025-05-31
- 闵行区九墩木托盘厂家 2025-05-31
- 江苏折页说明书源头工厂 2025-05-31
- 25mmPET打包带欢迎选购 2025-05-31
- 浙江松木木托盘推荐厂家 2025-05-31