南通微型粉末冶金单向轴承价位
特点:多孔塑料含油轴承表面很软,不易损伤轴颈,允许有较大的同轴度公差,但强度和刚度比多孔金属含油轴承低、承载能力小、热稳定性和导热性差。为改善多孔塑料的这一缺点,可将塑料层厚度尽量减薄,用金属背衬来支承塑料薄层。FU铜基含油自润滑轴承是以锡青铜粉末为原料,经过模具压制,在高温中烧结后整形而成。它的基体有细微、均布的孔隙,经润滑油真空浸渍后形成含油状态。该产品具有短期不加油润滑,使用成本低,内外径尺寸可变化等特点,适应于中速、低载荷的场所使用。粉末冶金单向轴承的制造过程中可以控制材料的成分和性能,提高了产品的一致性。南通微型粉末冶金单向轴承价位
粉末冶金含油轴承一般来说主要是用原料粉经压制,烧结,整形,浸油等工序制造而成的。现在的机器大都是自动化程度比较高。日产量比较大,且大部分产品一次就能成形,因此批量越大越好生产。而且现在用的模具少一点的话可能做几十万只,多的话可能做百万只以上。但模具费用比较高,因此批量少的话就不好做了,而且更换模具的时间也长。粉末冶金含油轴承一般来说一次就能成形,基本不用切削加工。成本比机加工轻,材料浪费也少,价格因此比较便宜。粉末冶金技术也符合现在提倡节约能源的国家政策,因此被认为这是一个不会落伍的技术。广州含油粉末冶金单向轴承批发价格粉末冶金单向轴承是一种采用粉末冶金工艺制造的轴承。

铁镍铜一树脂复合材料,将烧结材料在一定合金成分和加工参数下,制成具有连通孔隙和强度较高的基体,然后浸渍作为固体润滑成分的树脂。以Fe一2%Ni一0.5Mo。烧结基体为例,较佳的加工参数是:成形压力为490.8MPa,在露出点为-40℃的氢中以1120℃烧结1小时,所得烧结密度为6.65g/cm3,浸渍的树脂为尼龙11。将Fe一2%Ni一5%Mo材料浸渍和不浸渍树脂以及SCM485材料在500℃下离子氮化5小时(20%N2一H2,气体压力为267帕)三种材料的磨耗进行比较:含尼龙11的磨耗量为未浸渍材料的1/4000,而且比表面硬度为HV950的SCM43材料优异。
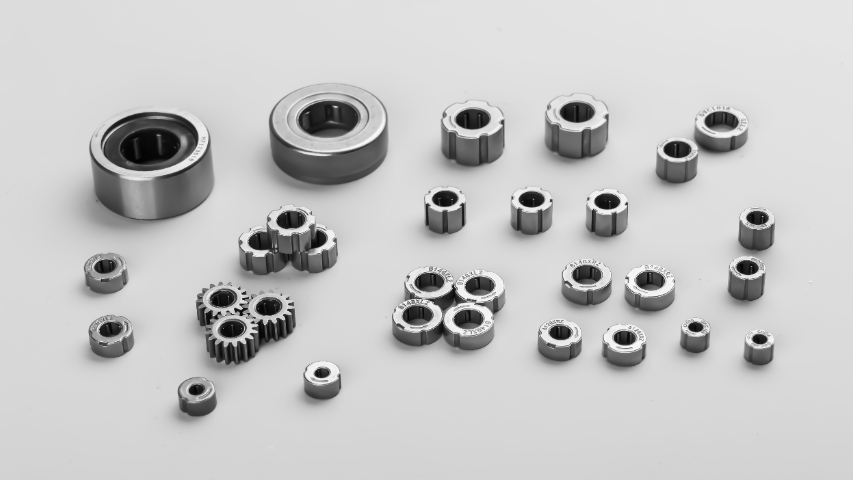
随着高新技术的发展,推动着粉末冶金产业技术的发展,使得粉末冶金轴承的应用也越来越普遍。粉末冶金轴承是粉末冶金制品的其中一种,普遍用于电机行业、汽摩行业、家电行业、数码产品、办公设备、电动工具、纺织机械、包装机械等各类机械设备上。粉末冶金轴承是金属粉末和其他减摩材料粉末压制、烧结、整形和浸油而成的,具有多孔性结构,在热油中浸润后,孔隙间充满润滑油,工作时由于轴颈转动的抽吸作用和摩擦发热,使金属与油受热膨胀,把油挤出孔隙,进而摩擦表面起润滑作用,轴承冷却后,油又被吸回孔隙中。粉末冶金单向轴承的设计可以实现轴向和径向负载的高效转移和承受。

单向轴承粉末冶金,单向轴承粉末冶金是一种通过将金属粉末和其他添加剂按照一定比例混合后,将其置于模具内,经高温高压烧结成型的制造方法。该制造方法具有以下特点:单向轴承:1.材料利用率高。由于该制造方法是将金属粉末进行烧结形成,无需进行冷切或切削加工,因此材料利用率较高。2.产品性能稳定。由于制造过程中原料混合比例均匀、模具一次成型等因素的影响,粉末冶金单向轴承的内部结构较为均匀,且表面质量较高,产品性能稳定可靠。3.生产周期短。粉末冶金单向轴承的制造周期较短,一般只需要3-5天即可完成制造。粉末冶金单向轴承适用于各种恶劣环境,具有良好的环境适应性。上海含油粉末冶金单向轴承
粉末冶金单向轴承不需要润滑油,能够减少环境污染和维护成本。南通微型粉末冶金单向轴承价位
参数选择:1.宽比径:因为轴套两端的空隙度一般比中间部位小,故轴套不宜过窄;2.压入过盈量:应该用压力机将轴套压入轴承座,不许用锤击打;3.轴套外径与轴承座孔应为过盈配合;4.选择轴承座孔径公差时,应使较大过盈不大于二倍平均过盈,较小过盈不小于平均过盈的二分之一5.轴套压入轴承座后,轴套孔径会收缩变小,确定轴颈尺寸时,应考虑到该收缩量,轴套孔径收缩量与过盈量轴套内外径尺寸和孔隙度有关;6.材料弹性较大,轴承座刚度较大时,需要按较大值计算孔径收缩量,反之,按较小值计算孔内收缩量。南通微型粉末冶金单向轴承价位
- 广东饰品视觉定位uv打印机生产商 2025-05-31
- 青海大型木材破碎机 2025-05-31
- 江西2000吨油压机哪家好 2025-05-31
- 中国澳门电动推杆费用 2025-05-31
- 小型搅拌器修复费用 2025-05-31
- 湖州曳引式电梯价格表 2025-05-31
- 苏州物质运输及救援机器人生产 2025-05-31
- 四川高压共线母线槽厂家供应 2025-05-31
- 成都激光频率参考仪 2025-05-31
- 河南EDI电源控制器哪家专业 2025-05-31