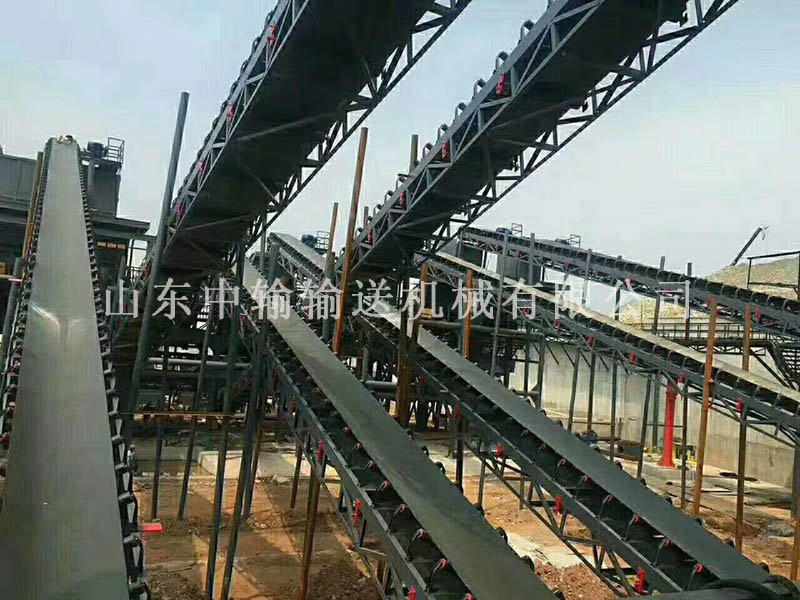
栖霞移动式输送机设备
硫化是一项必不成少的工做。硫化方式不准确就会使接头处呈现磨损,处置不及时就会磨损加剧,使输送带耐磨性变差从而呈现磨损,以至会表露出输送带的钢丝绳芯和尼龙芯,严峻影响输送带的使用寿命。输送带中间磨损输送机假如呈现固定的物料泄露情况,就会对输送带发生冲击,间接招致输送带呈现十分严峻的磨损。、食品类行业所需求的加工设备,一定要防止机械或者其他的物料对于终产品的污染,这样才能保证生产出来的视频符合食品卫生的要求磨损会呈现两种十分严峻的结果,一是钢丝绳芯或者尼龙芯断裂;二是呈现叠带的情况,使输送物料无法停止。输送链板开端工做的前两周,必然要好好存眷输送机的传送链板输送带是仅次于轮胎的第二大耗胶品种,近些年来,陈某国已成为世界胶带消费取消费大国。输送带的开展特点首先有以下几个方面:一是传统用处输送带的机能和量量进一步改善和进步。普通用处织物芯输送带向度、少层化标的目的开展;钢丝绳芯输送带重视进步抗冲击、防扯破、耐磨耗等机能。织物芯输送带的使用寿命一般都到达3~5年,钢丝绳芯输送带可达15年。二是具有功用性和特殊要求的输送带开展迅速,成为输送带的重点卖得货。如各种用处的阻燃输送带。中输输送机愿和各界朋友真诚合作一同开拓。栖霞移动式输送机设备

安装托辊:在机架、传动装置和拉紧装置安装之后,可以安装上下托辊的托辊架,使输送带具有缓慢变向的弯弧,弯转段的托滚架间距为正常托辊架间距的1/2~1/3。托辊安装后,应使其回转灵活轻快。 安装驱动装置:安装驱动装置时,必须注意使皮带输送机的传动轴与皮带输送机的中心线垂直,使驱动滚筒的宽度的**与输送机的中心线重合,减速器的轴线与传动轴线平行。同时,轴和滚筒都应找平。轴的水平误差,根据输送机的宽窄,允许在0.5—1.5mm的范围内。 在安装驱动装置的同时,可以安装尾轮等拉紧装置,拉紧装置的滚筒轴线,应与皮带输送机的中心线垂直。河口轨道输送机设备中输输送机的行业影响力逐年提升。
关于皮带输送机来讲,其输送带占整条输送设备很重要的地位,输送带既是牵引部件又是承载物料的部位,且价格也不菲,约占整条皮带输送机费用的30%~50%;当输送带因长期工作造成磨损而变薄,接下来便是强度降低、寿命缩短、皮带跑偏等故障。本文主要是针对输送带易磨损的原因,进行了分析,结合现成的案例,提出了一些防护措施。改向滚筒与输送带之间的磨损改向滚筒位于输送机尾部,输送带跟随改向滚筒旋转,使下输送带变为上输送带来承载物料。维护措施a、在贴近改向滚筒表面部位加装刮料板,刮料板与接料板整体焊接在一起,接料板通过螺栓连接在输送机机架上,并且使刮料板与滚筒有一定倾斜角度,增加刮料能力;b、在改向滚筒前部加装V型清扫器(通过螺栓连接在机架上),清扫器与输送带接触端安装橡胶皮条,减少对胶带的磨损。其结构见下图:此外,针对改向滚筒前无支撑段的漏料问题,还可以在无支撑段加装挡板来减少漏料。输送带跑偏产生的局部磨损输送带跑偏是输送机的常见故障,主要是指输送机运转时输送带的中心线偏离了输送机的纵向中心线。维护措施a、机头、机尾滚筒不平行,出现跑紧不跑松现象。如果是整个输送机的中心线发生偏移,就要重新校正定中心线。
可将跑偏那边的托辊架向胶带前进方向移动一点,一般移动几个托辊就能纠偏。跑偏严重时则需要重新校正托辊架,使托辊组水平度误差控制在允许偏差之内。如果是固定托辊架的螺栓松动引起的皮带跑偏,将松动的螺栓重新紧固好就可解决。可通过加强对皮带的检查维护,及时修复或更换损伤皮带加以解决。调整卸料点位置,使之位于胶带中间。采用合理结构的导料板,避免大物块或较大高度直接下料,也可在下料口下安装几组缓冲托辊。铲除滚筒或托辊表面的粘积物料即可消除。同时应调整好空段弹簧清扫器,清扫器与输送带在滚筒轴线方向上的接触长度应大于带宽的85%,以保证将物料随时。将托辊组调整到正确位置。当皮带运输机的中部部分皮带跑偏时,可将托辊支架两侧安装孔进行改造加工,使之成为一个较长的孔,当皮带偏向左侧时,托辊组的左侧朝皮带运行方向前移,或右侧后移;当皮带偏向右侧时,托辊组的右侧朝皮带运行方向前移,或左侧后移。用户要选择信誉好、生产经验丰富的厂家,同时配备有完善的技术服务人员,能及时解决用户的使用问题,实行好产品的三包服务。在安装张紧装置时,皮带输送机的中心线与张紧装置的滚筒轴线应呈垂直状态。操作人员要严格按照安装要求进行。中输输送机从国内外引进了一大批先进的设备,实现了工程设备的现代化。

随着科学技术的飞速发展,输送机已经普及到人类生活的各个角落以及领域,运用也是越来越广。为人类省下了大量的时间,劳动力,人们的日常生活也越来越离不开输送机。输送机械按运作方式分为:1:皮带式输送机2:螺旋输送机3:斗式提升机4: 滚筒输送机5:计量输送机 6:板链输送机 7:网带输送机,重点讲讲皮带输送机的安装方式。 安装皮带输送机的工程中,安装皮带输送机的机架的安装是从头架开始的,然后顺次安装各节中间架,装设尾架。 在安装机架之前,首先要在输送机的全长上拉引中心线,保持输送机的中心线在一直线上是输送带正常运行的重要条件,所以在安装各节机架时,必须对准中心线,同时也要搭架子找平,机架对中心线的允许误差,每米机长为±0.1mm。但在输送机全长上对机架中心的误差不得超过35mm。 当全部单节安设并找准之后,可将各单节连接起来。中输输送机生产的设备产品质量上乘。滕州全新输送机参数
中输输送机以创百年企业、树百年品牌为使命,倾力为客户创造更大利益!栖霞移动式输送机设备
安装前的准备①检查机架是否坚固,机架对角线长度必须相等。②检查机身各部份支架有无变形,必要时加以检查。③检查托辊、带轮上是否粘有异物并及时做清洁工作。④检查托辊转动是否灵活,有无损坏。⑤拆除清扫器料斗以及橡胶档边等,并检查料斗,清扫器的完好状况。⑥检查张紧装置移动是否灵活,并把调紧装置调到**短。安装:①在输送带卷取铁芯上穿上转动灵活的轴,并将带卷架好,上架前注意上、下盖胶的方向不要架反。②在不宜上架的工作场所可以把输送带卷导开,并使折叠处输送带具有足够大曲率半径,防止损伤输送带,折叠处禁止在输送带上放置重物。③如果是更换输送带,可将新带与旧带连在一起,卸带与安装新输送带同时进行。④对于水平运转的输送机,可在任何一点切断旧输送机,倾斜方向运转的输送机,则需选好切断点,防止因自重引起下滑而失控。⑤在输送上将新带的位置放正后,用夹具将胶带的一端固定好,然后与绕过辊与带轮的绳索相连,通过牵引装置将输送带平衡地架到输送机上,牵引时,要防止输送带与机架相互挤压。夹具将输送带的一端固定在输送机架上,另一端通过滑轮将另一端拉紧,直到输送带在返回托辊上无明显下垂。将张紧装置固定离起点100~150mm处。栖霞移动式输送机设备
山东中输输送机械有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在山东省淄博市等地区的交通运输行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**山东中输输送机供和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 张家港盐城地区落地分流配送平台 2025-06-24
- 上海智慧车位引导 2025-06-24
- 广州附近欧洲虚拟仓物流 2025-06-24
- 陕西进口代理 2025-06-24
- 宁波不锈钢手推车怎么样 2025-06-24
- 汕头到欧盟VAT专线直达吗 2025-06-24
- 普陀区现代道路货物运输咨询价格走势 2025-06-24
- 青海高端定制物流案例 2025-06-24
- 常州靠谱的道路货物运输介绍 2025-06-24
- 外五五类危险品箱式运输 2025-06-24