山东微型U轴变径刀具
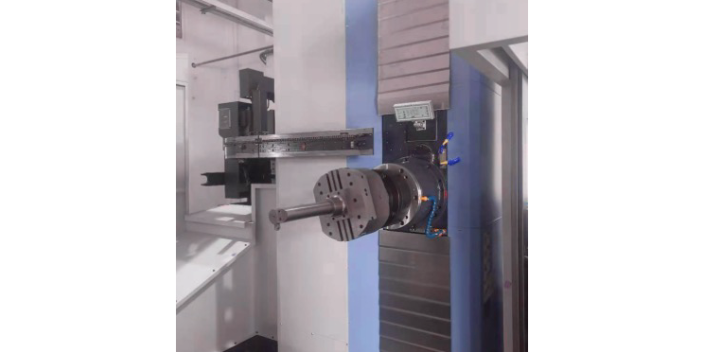
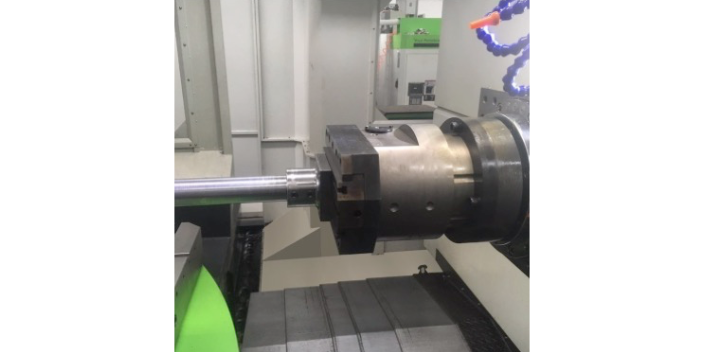
热裂纹。改进办法:正确使用冷却液;降低切削速度;减少进给;使用涂层刀片。积屑。改进办法:提高切削速度;提高进给;使用涂层刀片或金属陶瓷刀片;使用冷却液;使刃口更锋利。月牙洼磨损。改进办法:降低切削速度;降低进给;使用涂层刀片或金属陶瓷刀片;使用冷却液。断裂。改进办法:使用韧性更好的材质或槽型;减少进给;减少切深;检查工艺系统的刚性。注意:通常当后刀面磨损达0.7毫米时,应更换刀片刃口;精加工时比较大磨损量为0.04毫米。刀具旋转的同时,刀头可沿着刀架端面可做径向运动。山东微型U轴变径刀具
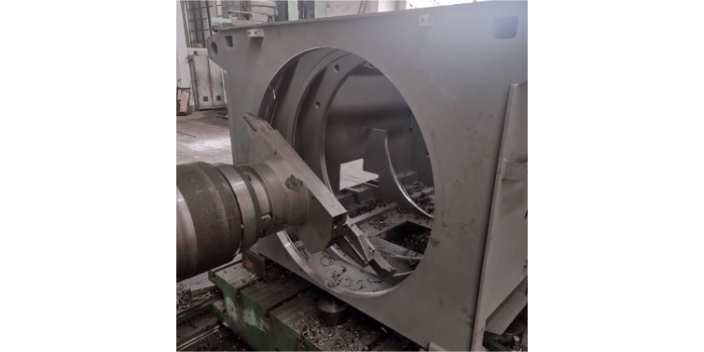
中国的刀具涂层技术与工业发达国家相比尚有很大差距,涂层刀具的数量也差得很远,大致只占全部刀具的20%。其中数控机床和加工中心上使用得居多,在普通的非数控机床上则相当少,主要是受到认识问题和价格等因素的影响。因此,在中国,刀具涂层技术的发展和应用都有很多潜在的提升空间。面对日益增多的难加工材料,刀具行业必须改进刀具材料、研发新的刀具材料和更合理的刀具结构。硬质合金材料及涂层应用增多。细颗粒、超细颗粒硬质合金材料是发展方向;纳米涂层、梯度结构涂层及全新结构、材料的涂层将大幅度提高刀具使用性能;物理涂层(PVD)的应用继续增多。山东U轴变径刀具收购价U轴变径刀具可以实现锥面加工,径向加工,螺纹加工,凹槽加工等。
加工有色金属时,表面粗糙度可达到Ra0.012μm,加工精度可达到IT5级以上。金刚石刀具有三种:天然单晶金刚石刀具、整体人造聚晶金刚石刀具、金刚石复合刀具。天然金刚石刀具由于成本较高等原因,在实际生产中应用较少。人造金刚石是通过合金触媒的作用,在高温高压下由石墨转化而成。金刚石复合刀片是在硬质合金基体上经过高温、高压等先进工艺烧结一层约0.5~1μm厚的金刚石,这种材料是以硬质合金做基体,其机械性能、热传导性和膨胀系数都近似于硬质合金。
形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。内锥型滚压刀:滚压刀具没有刀刃,加工技术安全、方便,基本能应用在所有的金属加工行业,能精确控制精度,几大优点:外锥型滚压刀:1.提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。2.修正圆度,椭圆度可≤0.01mm。3.提高表面硬度,使受力变形消除,硬度提高HV≥4°4.加工后有残余应力层,提高疲劳强度提高30%。U轴变径刀具绝大多数的刀具是机用的,但也有手用的。
滚压刀能在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削、车削无法做到的。无论用何种金属加工刀具加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细。齿轮加工刀具包括滚刀、插齿刀、剃齿刀、锥齿轮和拉刀等。江苏U轴变径刀具哪里好
U轴刀具的程序简单,格式(半径指令)与车床程序相同,使用G01,G02,便可自由自在地加工锥度R。山东微型U轴变径刀具
对于直径d1≤32mm的单件刀具(整体或焊接刀具),其切削速度超过10000m/mm为高速切削范围;对于直径d1>32mm的装配式机夹刀具,高速切削范围为线段BC以上区域。高速铣刀的安全失效形式有两种:变形和破裂。不同类型铣刀的安全试验方法也不同。对于机夹可转位铣刀,有两种安全试验方法:一种方法是在1.6倍比较大使用转速下进行试验,刀具的长久性变形或零件的位移不超过0.05mm;另一种方法是在2倍于比较大使用转速下试验,刀具不发生破裂(包括夹紧刀片的螺钉被剪断、刀片或其他夹紧元件被甩飞、刀体的爆裂等)。而对于整体式铣刀,则必须在2倍于比较大使用转速条件下试验而不发生弯曲或断裂。山东微型U轴变径刀具
上海木几精密机械有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来上海木几供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 多功能U轴变径刀具零售价 2025-04-20
- 北京U轴变径刀具 2025-04-20
- 机械U轴变径刀具销售方法 2025-04-20
- 天津机械U轴变径刀具 2025-04-20
- 四川U轴变径刀具价格 2025-04-20
- 四川国内U轴变径刀具 2025-04-20
- 工业U轴变径刀具定做价格 2025-04-20
- 重庆镗铣床数控定做价格 2025-04-19
- 机械U轴变径刀具价格 2025-04-19
- 江西U轴变径刀具收购价 2025-04-19
- 浙江康宇企业 2025-05-29
- 浙江低压损分流阀批发 2025-05-29
- 广州自动化球阀Q41F哪家强 2025-05-29
- 深圳无尘车间定制 2025-05-29
- 浙江造纸工业无线遥控器功耗 2025-05-29
- 贵州冷轧金属粉末批发价格 2025-05-29
- 重型磁力支点磁力工具价格好 2025-05-29
- 湖南附近哪里有涡轮增压器11393211A 2025-05-29
- 河北进口伺服减速箱销售电话 2025-05-29
- 铝合金车身立柱价位 2025-05-29