浙江U轴变径刀具哪里好
西方工业发达国家使用的涂层刀具占可转位刀片的比例已由1978年的26%上升到2005年的90%,新型的数控机床所用的刀具中80%左右是涂层刀具。由于表面涂层材料具有很高的硬度和耐磨性,且耐高温。故与未涂层的刀具相比,涂层刀具允许采用较高的切削速度,从而提高了切削加工效率;或能在相同的切削速度下,提高刀具寿命。由于涂层材料与被加工材料之间的摩擦系数较小,故涂层刀具的切削力小于未涂层的刀具。根据制造业发展的需要,多功能复合刀具、高速高效刀具将成为刀具发展的主流。U轴变径刀具易于调整,并用于形状复杂的工件加工。浙江U轴变径刀具哪里好
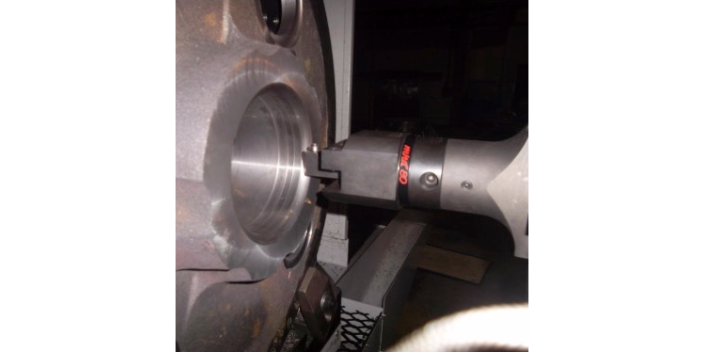
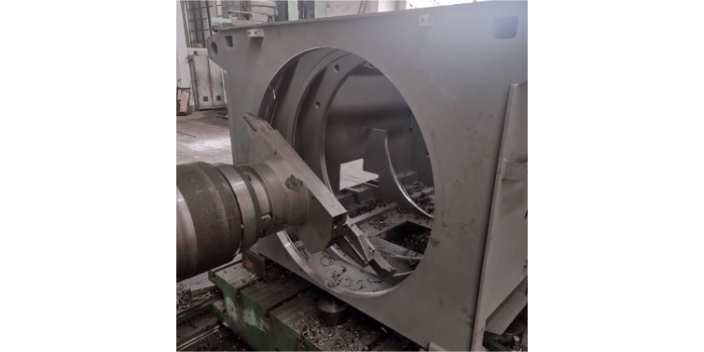
这些非金属刀具材料可使刀具以更高的速度切削。1969年,瑞典山特维克钢厂取得用化学气相沉积法,生产碳化钛涂层硬质合金刀片的**。1972年,美国的邦沙和拉古兰发展了物***相沉积法,在硬质合金或高速钢刀具表面涂覆碳化钛或氮化钛硬质层。表面涂层方法把基体材料的**度和韧性,与表层的高硬度和耐磨性结合起来,从而使这种复合材料具有更好的切削性能。刀具按工件加工表面的形式可分为五类:加工各种外表面的刀具包括车刀、刨刀、铣刀、外表面拉刀和锉刀等。江苏U轴变径刀具哪家好刀具旋转的同时,刀头可沿着刀架端面可做径向运动。
20世纪90年代初德国就开始了对高速铣刀的安全性技术研究,并制订了DIN6589-1《高速铣刀的安全要求》标准草案,规定了高速铣刀失效的试验方法和标准,在技术上提出了高速铣刀设计、制造和使用的指导性意见,规定了统一的安全性检验方法。该标准草案已成为各国高速铣刀安全性的指导性文件。标准草案规定了高速切削的速度界限,超过该速度后离心力将成为铣刀的主要载荷,必须采用安全技术。在刀具直径与高速切削范围关系图,曲线以上区域为该标准规定的铣刀必须经过安全检验的高速切削范围。
一、根据刀具结构可分为:1.整体式;2.镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;3.减震式刀具;4.内冷式刀具;5.特殊型式,如复合式刀具,可逆攻螺纹刀具等。二、根据制造刀具所用的材料可分为:1.高速钢刀具;2.硬质合金刀具;3.金刚石刀具;4.立方氮化硼刀具;5.陶瓷刀具等;6.涂层刀具等。三、按切削工艺可分为:1.车削刀具:分外圆、内孔、螺纹、切断、切槽刀具等多种。常用车削刀具有高速钢整体刃磨刀具,硬质合金焊接式刀具,机夹可转位刀具等。刀架可按需要任意设计,例如:安装镗刀的孔径可改变,刀头的安装位置可以偏离中心。
基体上的人造多晶金刚石磨料中的金刚石晶体呈不规则排列,其硬度和耐磨性在各个方向都是均匀的。聚晶金刚石(简称PCD)是由经过筛选的人造金刚石微晶体在高温高压下烧结而成。在烧结过程中,由于添加剂的加入,使金刚石晶体间形成以TiC、SiC、Fe、Co和Ni等为主要成分的结合桥。金刚石晶体以共价键的结合形成牢固地嵌于结构桥构成的坚强骨架中,使PCD的强度和韧性都**提高,其硬度约为9000HV,抗弯强度为O.21~0.48GPa,导热系数为20.9J/cm·sμ℃,热膨胀系数为3.1×10-6/℃。高速刀具在离心力的作用下是否发生失效的关键在于刀体的强度是否足够、机夹刀的零件夹紧是否可靠。江苏U轴变径刀具哪家好
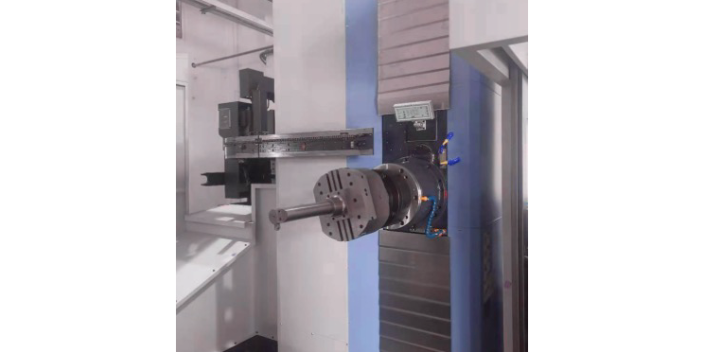
U轴变径刀具绝大多数的刀具是机用的,但也有手用的。浙江U轴变径刀具哪里好
金刚石是目前已知矿物材料中硬度比较高、热传导性比较好的物质,与各种金属、非金属材料配对摩擦的磨损量*为硬质合金的1/50~1/800,是制作切削刀具**理想的材料。然而,天然单晶金刚石*用于制作首饰及某些有色金属的超精密加工。刀具用人造大颗粒单晶金刚石尽管目前De Beers公司、住友电工等均已工业化生产,但还没有进入大量应用阶段。金刚石刀具的切削刃非常锋利(这对切下极小断面的切屑是很重要的),刃部粗糙度很小,摩擦系数又低,切削时不易产生积屑瘤,加工表面质量高。浙江U轴变径刀具哪里好
上海木几精密机械有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来上海木几供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 多功能U轴变径刀具零售价 2025-04-20
- 北京U轴变径刀具 2025-04-20
- 机械U轴变径刀具销售方法 2025-04-20
- 天津机械U轴变径刀具 2025-04-20
- 四川U轴变径刀具价格 2025-04-20
- 四川国内U轴变径刀具 2025-04-20
- 工业U轴变径刀具定做价格 2025-04-20
- 重庆镗铣床数控定做价格 2025-04-19
- 机械U轴变径刀具价格 2025-04-19
- 江西U轴变径刀具收购价 2025-04-19
- 苏州智能搅龙焊接机定制 2025-05-30
- 浙江空洞超声扫描仪系统 2025-05-30
- 广东高压永磁电动滚筒砂石 2025-05-30
- 南京康宇多功能一体阀 2025-05-30
- 雨花台区无影灯工艺 2025-05-30
- 氮气防潮箱使用流程 2025-05-30
- 锂电池弹簧片销售厂 2025-05-30
- 上海移动式输送机维修联系方式 2025-05-30
- 温州11千瓦减速机厂家 2025-05-30
- 浙江点胶机器人推荐厂家 2025-05-30