茂名三轴教育机构
三轴数控编程是实现高质量加工的主要环节。编程时需要深入理解零件的几何形状、加工工艺要求以及机床的运动特性。首先,合理选择编程坐标系,确保与机床坐标系的准确对应,便于后续的坐标计算和程序调试。例如,对于回转体零件,常以其轴线为 Z 轴建立坐标系。其次,刀具路径规划至关重要。在加工复杂曲面时,采用合适的曲面加工策略,如等高线加工、扫描线加工等,能够在保证精度的同时提高加工效率。同时,要注意刀具半径补偿的正确应用,根据刀具实际半径及时调整补偿值,避免过切或欠切现象。此外,在编写程序时还应考虑加工过程中的切削液开启关闭、主轴转速和进给速度的动态调整等辅助指令,以适应不同的加工阶段和工况。通过不断积累编程经验和学习先进的编程技术,能够充分发挥三轴数控机床的加工潜力。

三轴数控的高速切削技术正不断发展并取得明显成果。高速切削能够大幅提高加工效率、改善工件表面质量并减少加工变形。在高速切削技术中,首先是高速主轴的研发与应用,其转速可高达数万转每分钟甚至更高,采用先进的轴承技术和冷却系统,确保主轴在高速运转时的稳定性和精度。例如,电主轴的应用使得主轴的结构更加紧凑,转动惯量更小,能够快速实现启停和变速。其次,刀具技术也不断创新,开发出适合高速切削的刀具材料和刀具结构,如采用超细晶粒硬质合金刀具、金刚石刀具等,并优化刀具的刃口几何形状,提高刀具的锋利度和强度。再者,高速切削对数控系统的运算速度和控制精度提出了更高要求,先进的数控系统能够快速处理大量的插补运算,精确控制刀具在高速运动下的轨迹,同时具备良好的动态响应能力,确保三轴数控在高速切削过程中的稳定性和可靠性,推动了制造业加工效率的提升。

复合材料因兼具多种材料优势,在航空、汽车等制造业应用渐广,但其加工难度高,三轴数控却能巧妙攻克难题。拿碳纤维增强复合材料来说,它质地坚硬却易分层、起毛。三轴数控加工时,首先选用特制的金刚石涂层刀具,锋利刃口能降低切削力,减少材料损伤;切削参数也精心调配,低速、高进给的设置平衡了切削效率与材料完整性。机床的数控系统实时监测切削力,一旦发现异常波动,迅速微调坐标轴运动,避免因受力不均引发分层问题。同时,通过特殊的吸尘装置与冷却喷雾协同,吸除碎屑、降低温度,确保加工环境稳定,成功打造出航空机翼、汽车车身框架等高质量复合材料部件。
环保节能是制造业发展大势,三轴数控在绿色加工领域积极探索实践。机床设计上,采用高效节能电机驱动坐标轴,降低运行能耗;优化滚珠丝杠、导轨结构,减少摩擦损耗。加工环节,数控系统依据工件材质、加工余量智能调控切削参数,避免过度切削、能源浪费;推广使用干式切削、微量润滑技术,减少切削液使用与排放。同时,通过能量回收装置,将机床制动产生的能量回收再利用,大幅降低三轴数控设备的综合能耗,助力企业实现绿色生产转型,契合可持续发展理念。
三轴数控与工业设计软件的集成应用为现代制造带来了极大的便利。工业设计软件如 CAD(计算机辅助设计)用于产品的三维建模,设计出的模型可以直接导入到 CAM(计算机辅助制造)软件中。在 CAM 软件中,根据三轴数控机床的加工特点和工艺要求,进行刀具路径规划、切削参数设置等编程操作,生成数控程序代码后传输到三轴数控机床进行加工。这种集成应用实现了从设计到制造的无缝衔接,避免了传统加工中因数据转换而可能产生的错误。例如,在设计一款复杂的机械零件时,设计师在 CAD 软件中完成零件的创意设计和详细建模,然后 CAM 软件自动读取模型信息,快速生成优化的三轴数控加工路径,提高了编程效率和加工精度。同时,通过集成的仿真功能,还可以在加工前对刀具路径进行模拟验证,提前发现干涉、过切等问题并进行调整,进一步提升了加工的可靠性和质量。
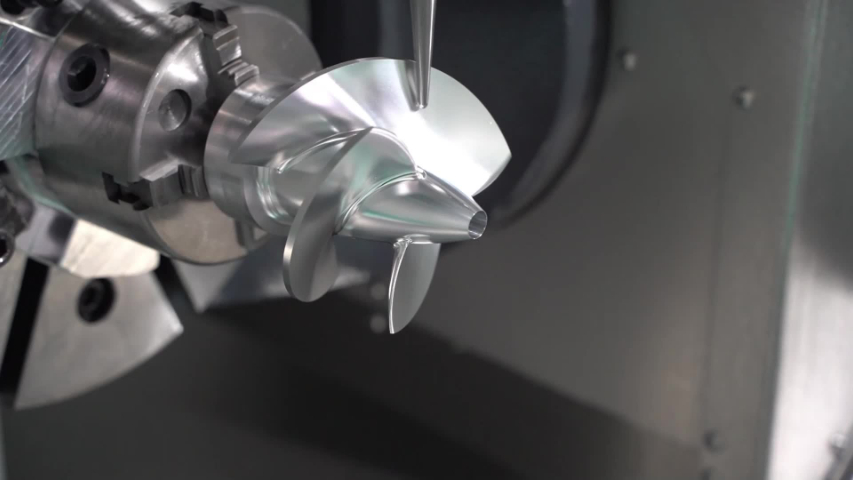
借助三轴数控,车铣复合能在一次装夹下完成轴类零件的多特征加工。茂名三轴教育机构
三轴数控在面对难加工材料时,需采用特定的切削策略。像钛合金、镍基合金等材料,具有强度、高硬度和低热导率等特性,这给加工带来了巨大挑战。首先,在刀具选择上,倾向于使用具有高硬度和耐磨性的硬质合金刀具或陶瓷刀具,并结合合适的涂层,如氮化钛涂层,以提高刀具的切削性能和耐热性。其次,切削参数的设定至关重要。由于难加工材料切削时产生的热量大且不易散发,所以要采用较低的切削速度,同时适当提高进给量和切削深度,以保证切削的稳定性和效率。例如,在加工钛合金零件时,主轴转速可能控制在较低范围,而进给量则根据刀具和零件的具体情况进行精细调整。此外,还需采用有效的冷却润滑方式,如高压冷却系统或微量润滑技术,及时带走切削热,减少刀具磨损和工件热变形,确保三轴数控能够顺利完成对难加工材料的加工任务。
- 揭阳什么是三轴加工 2025-06-13
- 奉贤区诚信香氛资费 2025-06-13
- 西夏区专业八级英语考试大纲要求 2025-06-13
- 吉林专业的培训玛莎大学留学机构哪个正规 2025-06-13
- 金华播音主持培训服务价格 2025-06-13
- 涉县便宜的科技研学 2025-06-13
- 河北怎么样网络推广 2025-06-13
- 广州本科英国留学攻略 2025-06-13
- AI智能选校系统推荐 2025-06-13
- 临安区危险化学品安全作业排行 2025-06-13