浙江工业除氯设施
化学沉淀法处理循环水时产生大量含氯污泥。以Ca(OH)?为例,处理Cl?=500mg/L的循环水时,每吨水产生3.5kg含水率80%的CaCl?污泥。这些污泥因含有重金属杂质被归类为危废,专业处置费用高达¥5000/吨。某电厂采用板框压滤机脱水,但滤布因CaCl?吸湿性导致堵塞,每月需更换(成本¥2万/次)。
活性炭对循环水中Cl?的吸附容量普遍低于3mg/g。某石化企业采用活性炭滤塔处理旁流循环水(Cl?=200mg/L),运行7天后穿透,年消耗炭量达50吨(成本¥150万),但出水Cl?降至150mg/L。主要问题包括:1)pH>8时吸附量下降60%;2)有机物竞争吸附;3)热再生导致炭损耗20%。
零排放系统中氯离子易超饱和。浙江工业除氯设施

提高循环水浓缩倍数是节水关键,但Cl?的积累会制约这一措施。某化工厂原设计浓缩倍数5倍,因Cl?超标(>800mg/L)被迫降至3倍,年补水量增加50万吨(成本¥75万)。必须在节水与防腐之间寻找平衡点。
中水回用、海水淡化等节水措施会引入大量Cl?。某滨海电厂采用海水淡化水作补充水,使循环水Cl?达650mg/L,所有碳钢设备需更换为钛合金,总投资增加¥1.2亿。不解决除氯问题,非常规水源难以大规模应用。
系统停用时,局部Cl?可能浓缩至正常值的10倍。某化工厂检修后发现,碳钢管线低点处Cl?浓度达5000mg/L,造成深度点蚀(>3mm)。必须采用氮气密封+干燥剂保护,单次停机成本增加¥20万。 辽宁数据中心除氯氯离子腐蚀金属设备,需严格控制浓度。
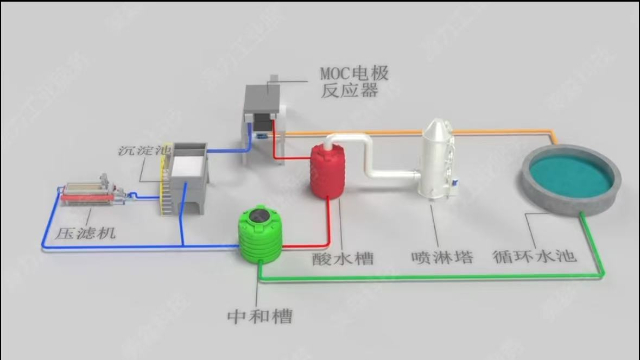
源力循环水同步除氯除硬系统,采用前沿电化学技术,搭配自主研发的MOC高效电极与复合结构设计,以酸碱分离的方式同步去除循环水中的氯离子和钙镁离子,将循环水浓缩倍数提升至10倍以上,大幅减少排污量和补水量,取代药剂法和低效电化学除垢工艺。
同步除氯除硬:防腐、除硬、杀菌一体技术,告别药剂法及传统低效电化学法。运行成本低:运行能耗是传统阴极除垢的十分之一。除垢效率高:水体析出方式除垢,比传统阴极除垢更方便高效。
婴儿的身体是极为娇嫩的,各身体功能也尚未发育完善,因此对于婴儿用水是否含有氯离子,必须格外关注,所以必须要进行除氯。自来水中的氯虽然能够保证饮用水的卫生安全,但对于婴儿而言,却可能产生诸多不良影响。如果直接使用未除氯的水给婴儿洗澡,氯会强烈刺激婴儿娇嫩的皮肤,导致皮肤干燥、瘙痒,甚至引发过敏反应,尤其是对于本身就有皮肤问题的婴儿,这种刺激会更加明显。所以,为了保障婴儿的健康,婴儿用水进行除氯是非常有必要的。化学沉淀法成本高,适合高浓度氯废水。

通过蒸发和蒸馏的方法也可以从水或废水中对氯离子进行去除。在蒸发过程中,水会变成蒸汽上升,而氯化物等污染物则会留在剩余的液体中;蒸馏机械通过精确地控制温度等条件,能够几乎完全去除水中的氯化物。从蒸发和蒸馏过程中,可以获得高纯度的馏出物,蒸发器的维护需求相对膜系统来说较少,处理结果也较为稳定。但是,工业蒸发器的成本较高,能源消耗也很大,不过新型的 MVR 蒸发器能够使能耗减少 70%,在一定程度上缓解了能耗高的问题。蒸汽系统氯含量需<0.1mg/L。宁夏吸收塔除氯设备
氯离子在垢下浓缩,加剧腐蚀。浙江工业除氯设施
对于锅炉给水系统,即使微量Cl?(>0.1mg/L)也会导致汽轮机叶片腐蚀。某电厂因除氧器效率下降使Cl?带入蒸汽系统,高压缸叶片出现氯化物应力腐蚀裂纹,大修费用达¥2000万。必须将蒸汽Cl?控制在0.01mg/L以下,这对循环水Cl?提出了更严格的要求。
氯离子会与聚羧酸类阻垢剂发生络合反应,使其分散能力下降40%。某钢厂循环水在Cl?>600mg/L时,必须将阻垢剂投加量从5mg/L提高至12mg/L(年成本增加¥150万),且仍无法完全避免CaSO?沉积。 浙江工业除氯设施
- 内蒙古海水淡化电极除硬系统 2025-08-02
- 上海数据中心除氯需求 2025-08-02
- 青海源力循坏水电极设备 2025-08-02
- 北京电极需求 2025-08-01
- 湖南循坏水电极设施 2025-08-01
- 山西源力循坏水电极除硬系统 2025-08-01
- 江西海水淡化除氯 2025-08-01
- 辽宁工业电极需求 2025-08-01
- 陕西工业除氯除硬 2025-08-01
- 湖北工业电极设备 2025-08-01
- 泳池循环泵水处理 2025-08-02
- 徐州进口分析仪品牌 2025-08-02
- 虹口区品牌园林绿化工程施工在线 2025-08-02
- 杭州好氧脱氮反应器价格 2025-08-02
- 浦东新区70人用直饮机租赁免押金包年服务 2025-08-02
- 杭州NF中空纤维膜供应商 2025-08-02
- 水质分析仪原理 2025-08-02
- 惠州工厂纯水系统供应 2025-08-02
- 电厂设备噪声怎么做 2025-08-02
- 海宁品牌活性炭吸脱附厂家电话 2025-08-02