新区**搅拌摩擦焊预焊
搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作工人技术熟练程度的依赖,质量稳定,重复性高。 不需焊丝和保护气氛。焊接时无需填充材料、保护气体,焊前无需对焊件表面预处理,焊接过程中无需施加保护措施,厚大焊件边缘不用加工坡口,简化了焊接工序。焊接铝合金材料不用去氧化膜,只需去除油污即可。 焊件尺寸精度高。其加热过程具有能量密度高、热输入速度快等特点,因而焊接变形小,焊后残余应力小。您不了解的搅拌摩擦焊设备?常州搅拌摩擦焊设备咨询谁?新区**搅拌摩擦焊预焊
搅拌摩擦焊工艺技术之——厚板:
对于厚板较大的材料,搅拌摩擦焊可以避免普通熔焊所面临的的多道焊接的问题,大幅度提高焊接效率;同时可以减少焊接热输入,提高接头性能。目前,我司已成功实现100mm铝合金(单面)、35mm铜合金(单面)等大厚度材料的焊接问题,接头性能满足使用要求并优于常规熔焊的接头性能,为进一步拓展FSW的应用领域奠定了基础。
搅拌摩擦焊设备哪家好?就找苏州益五机械设备有限公司,优良的专业设备,完善的售后体系,让您放心购买。
搅拌摩擦焊工艺技术之——精致轴肩:
静止轴肩搅拌摩擦焊通过运用特定形状的静止轴肩科解决呈任意角度的板材焊接(比如T型焊缝)问题。目前,我司已研究出夹角呈90度、180度、202度等多种角度板材焊缝的焊接工艺,整个焊接过程采用几乎呈线性的热量输入,得到了表面非常光滑,近乎完美的焊缝,焊缝横截面没有任何变形。 无锡直销搅拌摩擦焊设备多少钱吴江好的搅拌摩擦焊代理商。

苏州益五机械为您介绍搅拌摩擦焊的缺点:
(1)焊接工件必须刚性固定,反面应有底板;
2)焊接结束搅拌探头提出工件时,焊缝端头形成一个键孔,并且难以对焊缝进行修补;
(3)工具设计、过程参数和机械性能数据只在有限的合金范围内可得;
(4)在某种情况下,如特殊领域中要考虑腐蚀性能、残余应力和变形时,性能需进一步提高才可实际应用;
(5)对板材进行单道连接时,焊速不是很高;
(6)搅拌头的磨损消耗太快等。 搅拌摩擦焊应用 编辑 焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。
虽说搅拌摩擦焊有些缺点,不过在使用过程中,这些确定采用质量的设备也是可以避免的,重要的是选择合适自己企业的搅拌摩擦焊设备是更好的选择。
苏州益五机械之服务与应用:
1.FANUC(发那科) 慢走丝、钻攻、机器人
在模具、汽车、通讯、电子类加工领域,我们提供日本发那科精密慢走丝及钻攻中心,为各类企业提供质量服务
2.PRATIC(普拉迪)型材加工中心
在工业铝型材超长零件的加工领域,我们提供国内**品牌普拉迪的型材加工中心,为汽车行业,高铁轨道交通行业,电子行业提供解决方案及服务。
3.CASC(航天搅拌摩擦焊)
随着铝铜行业在航空航天,汽车,电子,通讯等方面的应用越来越广,对焊接工艺提出来较高的要求,FSW绿色环保,焊接性能优越,操作简单的优势得到了广大用户的认可,为满足客户需求,降低客户成本我司会跟进具体要求提供整体焊接方案。
4.KNUTH(克努特) 矿物质浇铸立式加工中心
随着新材料新应用的发展,我司于德国克努特合作,积极推广矿物质浇铸立式加工中心,为汽车制造,通讯电子行业提供高精、高速、高光亮的加工设备。 常州购买搅拌摩擦焊来电苏州益五机械代理商。
苏州市益五机械为您介绍苏州搅拌摩擦焊技术的成功应用。
搅拌摩擦焊成功应用于中国航天科技集团的运载火箭上的应用,是备受瞩目的。中国航空航天搅拌摩擦焊技术在行业中也是数一数二的技术。航空航天搅拌摩擦焊技术研究话费了十几年的心血研究,对于行业领域的应用也是十分广的。
接下来就由苏州搅拌摩擦焊代理商苏州益五机械为您详细的介绍下关于苏州搅拌摩擦焊技术的发展历史。
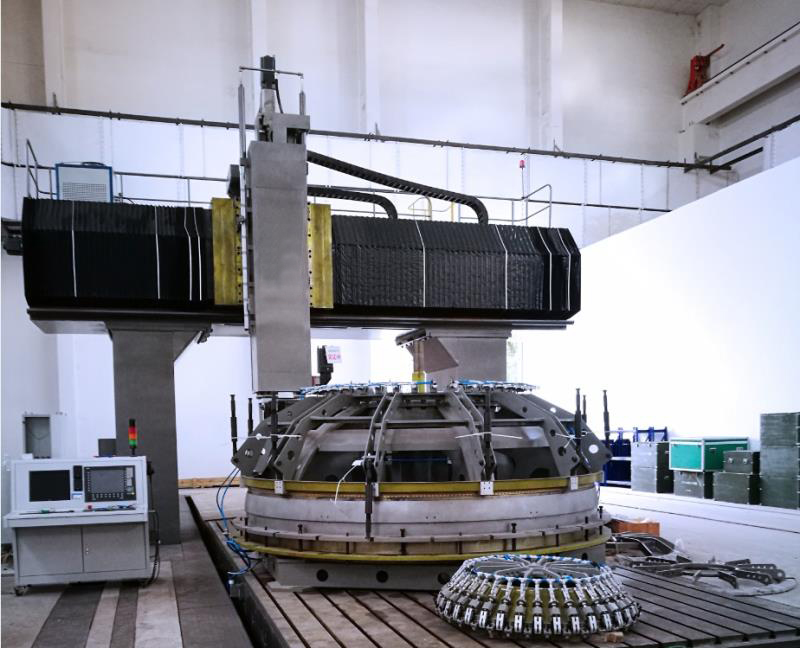
中国航天科技集团公司成功研制了国内首台运载火箭贮箱“总对接环缝”搅拌摩擦焊装备,可用于液氧箱总对接环缝的焊接。 研制团队的每个人都拼了。在进行“总对接环缝”焊接前的定位焊时,马迁龙师傅贴在设备上一趴就是三四个小时。虽然那些设备是冰冷的“铁疙瘩”,可从设备上下来时,他却是满头大汗。 1月28日凌晨,当整箱顺利通过液压试验考核时,大家感到无比欣慰。
所以搅拌摩擦焊技术的发展不是一蹴而就的,是很多技术人员多年的研究心血发展而来的,现金我们对于搅拌摩擦焊技术的应用也是十分的广,行业中对于航空航天搅拌摩擦焊设备的认可也是很高的,作为苏州搅拌摩擦焊设备的苏州代理商,苏州益五机械诚挚欢迎更多的朋友咨询我们!
苏州搅拌摩擦焊代理商苏州益五机械感谢您的浏览!!! 苏州新区好的搅拌摩擦焊设备供应商推荐。新区**搅拌摩擦焊预焊
吴江搅拌摩擦焊设备供应商。新区**搅拌摩擦焊预焊
搅拌摩擦焊焊接过程——在焊接过程中 工件要刚性固定在背垫上,焊头边高速旋转.边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到***表面氧化膜的作用。
在焊接过程中,焊头在旋转的同时伸入工件的接缝中,旋转焊头与工件之问的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料流向焊头的背后,从而形成搅拌摩擦焊焊缝。搅拌摩擦焊对设备的要求并不高,**基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。但焊接设备及夹具的刚性是极端重要的。焊头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。针对匙孔问题,目前已有伸缩式搅拌头研发成功,焊后不会留下焊接匙孔。 关于在搅拌摩擦过程中界面原子的运动现在仍处于研究阶段。 新区**搅拌摩擦焊预焊
苏州市益五机械科技有限公司专注技术创新和产品研发,发展规模团队不断壮大。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。公司以诚信为本,业务领域涵盖型材加工中心,摩擦焊,慢走丝,钻攻,我们本着对客户负责,对员工负责,更是对公司发展负责的态度,争取做到让每位客户满意。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的型材加工中心,摩擦焊,慢走丝,钻攻形象,赢得了社会各界的信任和认可。
- 许昌慢走丝了解 2025-05-29
- 安阳工业慢走丝设备 2025-05-29
- 镇江查看型材加工中心 2025-05-29
- 盐城高速型材加工中心 2025-05-29
- 上海提供钻攻中心 2025-05-29
- 安阳型材加工中心上门服务 2025-05-29
- 温州CNC慢走丝设备 2025-05-29
- 制造商慢走丝设备的分类 2025-05-29
- 许昌推荐慢走丝设备 2025-05-29
- 蚌埠推荐钻攻中心 2025-05-29
- 浙江康宇企业 2025-05-29
- 浙江低压损分流阀批发 2025-05-29
- 广州自动化球阀Q41F哪家强 2025-05-29
- 深圳无尘车间定制 2025-05-29
- 浙江造纸工业无线遥控器功耗 2025-05-29
- 贵州冷轧金属粉末批发价格 2025-05-29
- 重型磁力支点磁力工具价格好 2025-05-29
- 湖南附近哪里有涡轮增压器11393211A 2025-05-29
- 河北进口伺服减速箱销售电话 2025-05-29
- 铝合金车身立柱价位 2025-05-29