江苏精密力控打磨技术指导
智能力控打磨力控打磨应用于批量性中小工件去毛刺、去飞边、倒棱角、除锈、去氧化皮、电镀前处理、及去除加工刀纹、工件表面光亮抛光,镜面抛光等。特别适合一些形状复杂、微型精密零件、异型易变形薄臂、窄缝、薄片工的件抛光难题。智能力控打磨力控打磨对大优点是,在打磨抛光过程中柔性控制打磨力的大小,抛光后不改变工件尺寸精度,外观及手感显著提高,是一些手工抛光、或进口抛光设备无法达到的抛光效果。目前已经应用于中小型零件批量生产加工,完全取代了落后的传统抛光工艺,抛光效率、效益提高。智能力控打磨力控打磨已泛用于机械制造、电子零部件、仪表仪器、轻工、钟表零件、航天、纺织器材专件、汽车零部件、轴承行业、医疗器械、精密件、粉末冶金、五金冲压、工艺品、工具等多种行业领域。对于中小型精密工件去毛刺、去飞边、倒角、除锈、去氧化皮、去除加工纹痕、抛光、精抛光、镜面抛光等性能显著提高,可完全取代或超越昂贵的进口抛光设备,国内众多生产型企业直接受益。大儒科技是以研发、生产、销售为一体的科技型企业,致力于智能力控打磨力控打磨的研发、设计、生产,专业解决各种工件抛光技术难题。大儒科技(苏州)有限公司力于提供力控打磨 ,有想法可以来我司咨询。江苏精密力控打磨技术指导
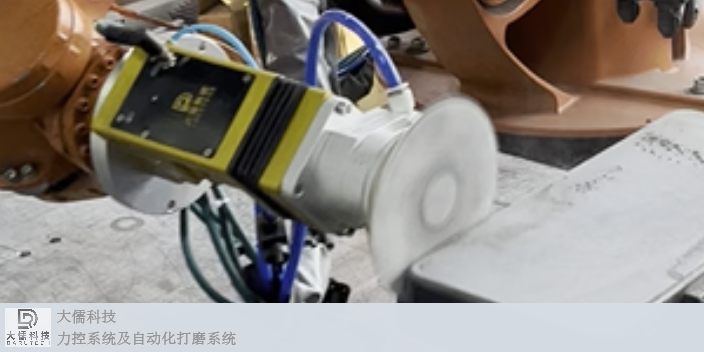
产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控打磨机器人系统由以下几部分组成:工业机器人、六维力-力矩传感器、打磨工具、工作台、路径规划与力控反馈软件系统及PC机。力控打磨机器人主要是打磨力控制技术,通过控制加工轨迹和打磨工具与工件的接触力,以满足力和位置两方面的工艺要求,保证打磨质量。大儒科技的力控打磨系统通过力控制系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。用途实时监控、力控反馈、精密微调、稳定高效。厦门直销力控打磨装置力控打磨 ,就选大儒科技(苏州)有限公司,让您满意,有想法可以来我司咨询!

钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域应用较多,例如在电脑机箱、手机、mp3中,钣金是必不可少的组成部分,钣金件的设计变成了产品开发过程中很重要的一环,在对钣金进行打磨过程中,会产生大量的细尘飞扬,这些细尘飞扬严重影响工作环境,而且细尘容易被吸入工作者的身体内,对工作者的身体健康造成影响,并且如今的钣金打磨机对圆形钣金件不能很好的固定,如果打磨时钣金件固定不稳,容易造成安全事故。DFC力控打磨使得钣金加工过程实现柔性力控打磨,解决打磨自动化。对比柔性力控打磨的施工工艺――柔性力控打磨提供更加环保、安全的工作环境,打磨后工件批量表面光滑、细腻、平整,效果更加均匀、一致,配合使用不同粒度砂纸,达到钣金焊缝打磨贺表面砂光打磨效果。
随着社会的发展和科技的进步,人们对工件的外观面要求逐渐变高,因此需要对工件进行打磨工艺,当需要打磨大批量工件,而且工件的内壁面和外壁面同时都需要打磨时,如果采用传统的流水线制作模式,通过人工打磨效率低,同时打磨后的效果得不到保证,综合成本高,且打磨后的碎屑容易残留在工件上,不利于标准化生产。目前在工件加工完成后经常需要使用打磨机对其包面进行打磨,使其表面光滑均匀。现有的打磨机一般均为手持式打磨机,工作人员需要手持打磨机然后对工件表面进行打磨处理。这种方式存在以下缺陷:在面对圆柱形杆或者是圆柱形管等圆形形的工件时,因为工件表面均为弧面,工作人员对工件打磨时比较费力,且打磨出来的工件表面很难保持平整性,很有可能影响后续工件的使用。针对现有技术存在的不足,大儒的只能力控打磨力控打磨具有的打磨过程中的柔性力控制,能帮助工作人员更方便打磨圆柱形工件。大儒科技(苏州)有限公司是一家专业提供力控打磨 的公司,欢迎新老客户来电!

电气柜制作材料一般分为热轧钢板和冷轧钢板两种。冷轧钢板相对热轧钢板更材质柔软,更适合电气柜的制作。电气柜用途主要用于化工行业,环保行业,电力系统,冶金系统,工业,核电行业,消防安全监控,交通行业等等。在电气柜加工过程中涉及切割、冲孔、抛光和打磨等工艺,传统的抛光方式是操作人员手持抛光机对板材进行抛光,由于人手持抛光机,无法控制一直走直线,导致抛光效果不佳,实用性较低。打磨力控打磨安装在机器人上,力控打磨可使抛光面均匀平整,提高抛光质量,提高工作效率。打磨力控打磨其安装方式、连接方式或设置方式均很简单,客户的技术人员只需按照其附带的使用说明书进行安装和操作即可快速投入打磨生产。力控打磨 ,就选大儒科技(苏州)有限公司。郑州力控打磨详情
力控打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选,有需求可以来电咨询!江苏精密力控打磨技术指导
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。江苏精密力控打磨技术指导
- 广州力控系统给您好的建议 2025-05-20
- 官方授权经销力控系统详情 2025-05-20
- 合肥柔性打磨方案 2025-05-20
- 正规柔性打磨代理商 2025-05-19
- 北京力控系统厂家现货 2025-05-19
- 打磨力控系统值得信赖企业 2025-05-19
- 四川智能化力控系统 2025-05-19
- 盐城柔性打磨答疑解惑 2025-05-19
- 浙江什么是力控打磨研磨 2025-05-19
- 常熟柔性打磨欢迎咨询 2025-05-19
- 阜宁全自动通用机械维修生产厂家 2025-06-20
- 德州EC112电动机批发价 2025-06-20
- 安徽罗茨真空泵机组 2025-06-20
- 北京可弯曲的螺旋输送 2025-06-20
- 机械皮带张力计英国进口 2025-06-20
- 无锡KAPP-NILES磨齿机市场价格 2025-06-20
- 江苏机器人弧焊自动化生产线装配 2025-06-20
- 苏州定做DDC控制柜保养 2025-06-20
- 福建食品行业层流罩风速调节方法 2025-06-20
- 河北抓斗激光扫描欢迎选购 2025-06-20