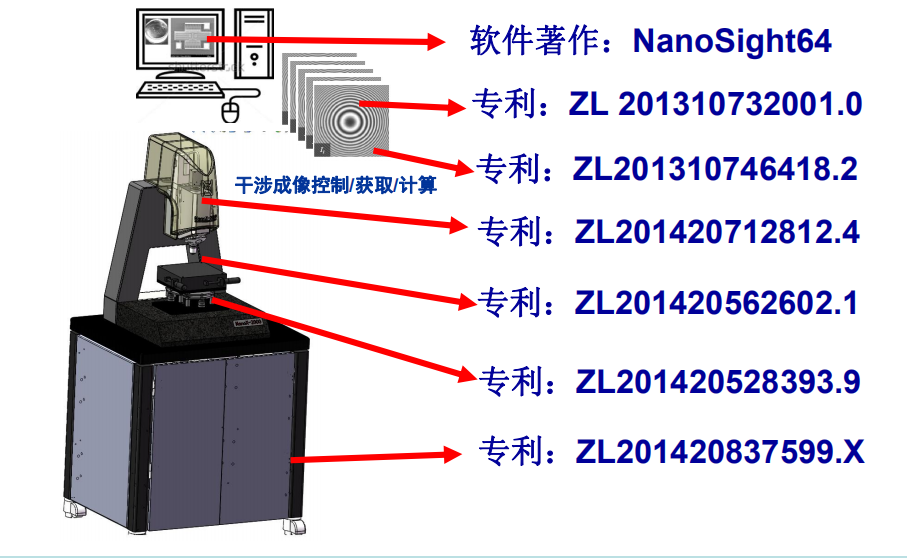
三维轮廓仪竞争力怎么样
我们应该如何正确使用轮廓仪?一、准备工作1.测量前准备。2.开启电脑、打开机器电源开关、检查机器启动是否正常。3.擦净工件被测表面。二、测量1.将测针正确、平稳、可靠地移动在工件被测表面上。2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现3.在仪器上设置所需的测量条件。4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。NanoX-8000主设备尺寸:1290(W)x1390(D)x2190(H) mm。三维轮廓仪竞争力怎么样
轮廓仪的培训一、培训承诺系统建成后,我公司将为业主提供为期1天的免废培训和技术资询;培训地点可以在我公司,亦或在工程现场;系统操作及管理人员的培训人数为10人,由业主指定,我公司将确保相关人员正确使用该系统;1.1.培训对象系统操作及管理人员(培训对象须具有专业技术的技术人员或实际值班操作人员);其他业主指定的相关人员。1.2.培训内容系统操作使用说明书。培训课程的主要内容是系统的操作、系统的相关参数设定和修改和系统的维修与保养与简单升级等,具体内容如下:*系统文档解读;*系统的技术特点、安装维护和系统管理方式;*系统一般故障排除。Bruker轮廓仪优惠价格200到400个共焦图像通常在几秒内被捕获,之后软件从共焦图像的堆栈重建精确的三维高度图像。
NanoX-8000系统主要性能?菜单式系统设置,一键式操作,自动数据存储?一键式系统校准?支持连接MES系统,数据可导入SPC?具备异常报警,急停等功能,报警信息可储存?MTBF≥1500hrs?产能:45s/点(移动+聚焦+测量)(扫描范围50um)?具备Globalalignment&Unitalignment?自动聚焦范围:±0.3mm?XY运动速度蕞快表面三维微观形貌测量的意义在生产中,表面三维微观形貌对工程零件的许多技术性能的评家具有蕞直接的影响,而且表面三维评定参数由于能更权面,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较权面的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。
轮廓仪的性能测量模式移相干涉(PSI),白光垂直扫描干涉(VSI),单色光垂直扫描干涉(CSI)样品台150mm/200mm/300mm样品台(可选配)XY平移:±25mm/150mm/200mm/300mm,倾斜:±5°可选手动/电动样品台CCD相机像素标配:1280×960视场范围560×750um(10×物镜)具体视场范围取决于所配物镜及CCD相机光学系统同轴照明无限远干涉成像系统光源高效LEDZ方向聚焦80mm手动聚焦(可选电动聚焦)Z方向扫描范围精密PZT扫描(可选择高精密机械扫描,拓展达10mm)纵向分辨率<0.1nmRMS重复性*0.005nm,1σ台阶测量**准确度≤0.75%;重复性≤0.1%,1σ横向分辨率≥0.35um(100倍物镜)检测速度≤35um/sec,与所选的CCD但是在共焦图像中,通过多珍孔盘的操作滤除模糊细节(未聚焦),只有来自聚焦平面的光到达CCD相机。

轮廓仪的性能测量模式:移相干涉(PSI),白光垂直扫描干涉(VSI),单色光垂直扫描干涉(CSI)样品台:150mm/200mm/300mm样品台(可选配)XY平移:±25mm/150mm/200mm/300mm,倾斜:±5°可选手动/电动样品台CCD相机像素:标配:1280×960视场范围:560×750um(10×物镜)具体视场范围取决于所配物镜及CCD相机光学系统:同轴照明无限远干涉成像系统光源:高效LEDZ方向聚焦80mm手动聚焦(可选电动聚焦)Z方向扫描范围精密PZT扫描(可选择高精密机械扫描,拓展达10mm)纵向分辨率<0.1nmRMS重复性*0.005nm,1σ台阶测量**准确度≤0.75%;重复性≤0.1%,1σ横向分辨率≥0.35um(100倍物镜)检测速度≤35um/sec,与所选的CCD晶圆的IC制造过程可简单看作是将光罩上的电路图通过UV刻蚀到镀膜和感光层后的硅晶圆上这一过程。欧洲轮廓仪报价
由于光罩中电路结构尺寸极小,任何微小的黏附异物和下次均会导致制造的晶圆IC表面存在缺 陷。三维轮廓仪竞争力怎么样
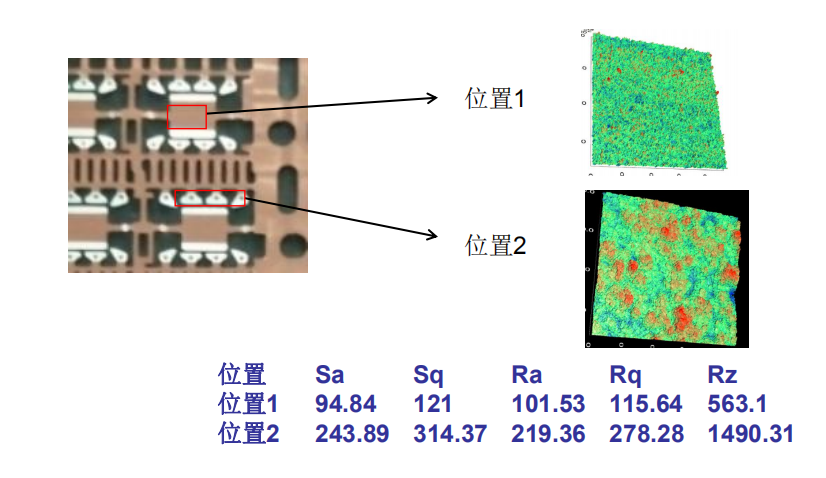
表面三维微观形貌测量的意义在生产中,表面三维微观形貌对工程零件的许多技术性能的评家具有蕞直接的影响,而且表面三维评定参数由于能更权面,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较权面的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。三维轮廓仪竞争力怎么样
- 四川键合机厂家 2025-04-11
- 浙江实验室键合机 2025-04-11
- EVG540键合机免税价格 2025-04-11
- 湖南电容位移传感器供应商 2025-04-11
- 内蒙古键合机保修期多久 2025-04-11
- BONDSCALE键合机美元价 2025-04-11
- 浙江电容式电容位移传感器供应商推荐 2025-04-11
- 键合机技术支持 2025-04-11
- 青海美元报价键合机 2025-04-11
- 天津多功能晶圆缺陷检测设备 2025-04-11
- 山东调节阀 2025-06-17
- 远距离激光测距模块模组 2025-06-17
- 科研全自动细胞计数仪哪个好 2025-06-17
- 国内双光子显微镜成像原理是什么 2025-06-17
- 四川宽幅等离子清洗机欢迎选购 2025-06-17
- 芜湖高分辨率3D数码显微镜 2025-06-17
- 吉林普通医用口罩麦迪康销售 2025-06-17
- 陕西无线水表 2025-06-17
- 南京工业检测超高速相机价格 2025-06-17
- 江苏专业动植物生长箱售价 2025-06-17