金刚石笔金刚石磨具销售价格
汽车发动机的平顺性源自每个精密零件的完美配合,金刚石砂轮在曲轴加工中扮演着关键角色。它以 0.001mm 的进给量磨削主轴颈,通过三坐标测量仪的实时反馈,将圆度误差控制在 0.002mm 以内 —— 这相当于在直径 50mm 的圆周上,各点与圆心的距离差不超过头发丝直径的 1/30。装配这样的曲轴,发动机在 6000 转 / 分钟时的振动幅值比传统工艺降低 40%,驾驶时的 NVH(噪声、振动、 harshness)性能提升。从国产新能源汽车的驱动电机轴到合资品牌的柴油发动机曲轴,它用精度守护着每一次动力输出的稳定性,成为汽车制造中看不见却不可或缺的 "隐形功臣",助力国产汽车在舒适性和可靠性上比肩国际品牌。金刚石砂轮根据磨削材料硬度和加工精度需求,树脂结合剂金刚石磨具每磨削 1-2 小时修整一次。金刚石笔金刚石磨具销售价格
金刚石磨具
硬度层级体系,构建修整规范与磨床架构:金刚石磨具按硬度分为多个层级,不同层级对应不同的修整规范与磨床配置。低硬度磨具在加工有色金属时,修整频率高,采用手动修整即可满足需求;中等硬度磨具用于黑色金属加工,需使用自动修整装置进行定期修整;高硬度磨具加工陶瓷、半导体等材料,修整需采用复合修整技术,如电解与机械修整相结合。在磨床架构上,低硬度加工使用基础型磨床,中等硬度加工配备自动化磨床,高硬度加工则采用智能化磨床,该磨床集成了在线测量、自适应控制等功能,可根据磨具磨损和工件加工状态,实时调整修整参数和磨削工艺,确保加工过程的高效、稳定。甘肃磨具金刚石磨具销售价格金刚石滚轮修整轴承沟道砂轮,单次修整可支持 5 万次以上磨削,降低加工成本。

金刚石修整工具市场的未来发展趋势未来,金刚石修整工具市场将呈现出以下发展趋势:一是高精度化,随着制造业对精度要求的不断提升,金刚石修整工具将向更高精度方向发展;二是智能化,随着人工智能、物联网等技术的发展,金刚石修整工具将更加智能化,实现自动化、无人化生产;三是环保化,在 “双碳” 目标驱动下,环保型金刚石修整工具将得到更多的应用;四是复合化,金刚石修整工具将与其他加工技术相结合,实现多工艺融合,提高生产效率和产品质量。
耐磨等级分层,定制化加工方案:金刚石磨具耐磨程度按浓度分为 25%-150%,浓度越高,磨粒含量越大,耐磨性越强。25%-50% 浓度适用于石材、玻璃等脆性材料的快速切割,修整时多采用单颗粒金刚石笔进行点接触修整;75%-100% 浓度常用于金属材料的精密磨削,需使用滚轮式修整器进行连续修整;125%-150% 浓度专为超硬材料加工设计,其修整需借助电火花修整技术,实现磨粒的微量剥落与更新。在磨床选型上,石材切割常用龙门式大切机,金属精密磨削依赖高精度外圆磨床,超硬材料加工则需五轴联动数控磨床,通过多维度运动确保复杂型面的加工精度。使用电子显微镜观察金刚石磨具修整后的磨粒形貌,要求微刃突出高度≥50μm 且分布均匀。
电镀工艺的金刚笔通过单层电镀流程,将金刚石颗粒通过镍镀层固定在钢基体上,具有较高的精度和锋利度。日本的超精密磨床如 Disco 的晶圆切割用金刚石刀轮,采用 DLC 涂层技术,厚度 2-5μm,硬度 20-30GPa,摩擦系数降至 0.1,适用于精密光学加工。日本的磨床在修磨砂轮时,注重微纳加工和高精度控制,例如日本开发的电解在线修整(ELID)超精密镜面磨削技术,使得用超细微(或超微粉)超硬磨料制造砂轮成为可能,可实现硬脆材料的高精度、高效率的超精密磨削。这种技术与电镀工艺的金刚笔结合,能够满足日本半导体行业对晶圆切割等高精度加工的需求。集成声发射传感器的金刚石磨具,可实时监测磨削状态并自动调整修整参数,提升加工一致性。上海多功能金刚石磨具大概价格多少
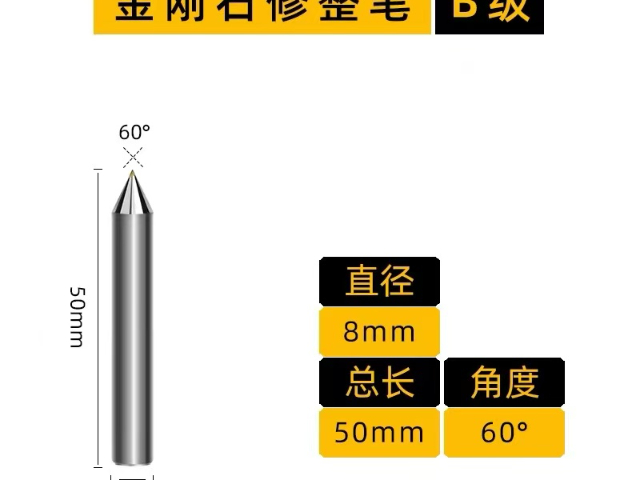
金刚石笔磨损后可通过翻转使用(顺转 90°、180°),延长使用寿命 2-3 倍。金刚石笔金刚石磨具销售价格
硬度分级定乾坤,匹配加工需求:金刚石磨具依据硬度等级(D100-D1500)精细划分,D100-D300 适合铜铝等软金属粗磨,D500-D800 用于淬火钢、合金钢的半精加工,D1000 以上专攻陶瓷、硬质合金等高硬度材料。针对不同硬度的工件,砂轮修整工序差异。低硬度磨具修整时,可采用碳化硅修整滚轮进行高效粗修;高硬度金刚石砂轮则需电解修整或激光修整,以确保磨粒均匀出刃。对应磨床也各有不同,软金属加工常用普通平面磨床,而高硬度材料加工需配备高精度数控磨床,其伺服系统可精确控制修整深度,保障加工精度与效率的平衡。金刚石笔金刚石磨具销售价格
- 山西哪里砂轮修整器常见问题 2025-07-31
- 重庆金刚石磨具供应商 2025-07-31
- 上海磨床修整金刚石磨具销售价格 2025-07-31
- 湖南钻石金刚石磨具哪家好 2025-07-31
- 甘肃磨床金刚石磨具生产企业 2025-07-31
- 安徽成型刀砂轮修整器厂家报价 2025-07-31
- 金刚石磨具定制 2025-07-31
- 山东立锐金刚石磨具服务热线 2025-07-30
- 辽宁哪里砂轮修整器设备制造 2025-07-30
- 辽宁磨床金刚石磨具生产厂家 2025-07-30
- 福建工业冷水机组 2025-07-31
- 崇明区真空镀膜机分类 2025-07-31
- 吴江区离心通风机定制价格 2025-07-31
- 4极油泵电机类别 2025-07-31
- 静安区新款气缸销售厂家 2025-07-31
- 上海全自动套膜热收缩包装机源头厂家 2025-07-31
- 广西防振OPGW光缆品牌 2025-07-31
- 杭州非标定制超声波焊接技术 2025-07-31
- 高性能导电阳极丝测试系统研发 2025-07-31
- 钙钛矿电池光模拟系统厂家 2025-07-31