景德镇全自动化喷漆涂装流水线效率高省人工
?运行流程?textCopyCode上料→前处理(脱脂/水洗)→水分烘干(60-80℃)→自动喷涂(多轴联动)→流平(5-10min)→固化(120-180℃)→冷却→质检→下料全过程由**控制系统(SCADA)监控,实现数据采集、故障报警与工艺参数追溯?12。二、维修手册要点?日常维护??喷枪组件?:每日清洁喷嘴积漆,检查电极针磨损(更换周期≤500h)?2。校准雾化气压与出漆量偏差(允许误差±5%)?2。?输送系统?:每周润滑链条/导轨,检查张紧度(下垂量≤5mm/m)?2。每月检测输送带跑偏量(横向偏移≤2mm)?1。?除尘装置?:每班清理滤筒粉尘,压差报警阈值设定为1500Pa?1。每季度更换密封条,检测漏风率(≤3%)?1。某阀门生产企业通过三个月数据沉淀,优化出佳抛光压力-转速匹配模型,使单件加工时间缩短28%。景德镇全自动化喷漆涂装流水线效率高省人工
?8.文物修复级清洗?"联合故宫博物院研发的文物清洗设备,采用微米级气溶胶剥离技术,可在不损伤青铜器本体的情况下***千年结壳。某战国编钟修复项目节约人工处理时间1400小时。"?——国家博物馆文物保护**?"这项技术突破让我们在三星堆金杖清洗中完整保留了0.03mm厚的贴金层,这是手工清洗***无法达到的精度。"?9.核工业去污解决方案?"匠诚放射性污染物清洗机器人配备机械臂水刀系统,可在辐射环境下远程***核电站管道积垢,去污因子(DF值)达10?级别。"?——大亚湾核电站运维部长?"在去年的大修中,这套设备让蒸汽发生器一次侧清洗时间缩短60%,工作人员受照剂量降低到天然本底水平,创造了国内核级清洗新纪录。"南京大型UV自动化喷漆涂装流水线市场报价恒温恒湿供风模块稳定作业环境,减少漆面气泡与橘皮缺陷。
?7.**级防护:腐蚀性介质清洗设备寿命延长5倍?针对酸洗工序需求,匠诚开发出全氟醚橡胶密封系统,可在70℃浓硫酸环境中持续作业8000小时。某电镀厂应用后,槽体维护周期从3个月延长至2年,备件成本降低76%。设备内壁的激光熔覆碳化钨涂层,更使高压喷淋系统在含磨料介质中的磨损率降低至0.01mm/千小时。?8.数据赋能:预测性维护降低73%意外停机?通过振动传感器与流量计的数据融合,匠诚烘干设备可提前14天预警风机轴承故障。某陶瓷厂接入工业互联网平台后,年度计划外停机时间从86小时减至23小时。AI算法还能根据历史数据优化烘干曲线,使卫浴陶瓷烧成合格率从88%提升至99.2%,能耗波动率控制在±1.8%。?9.极端环境适应性:-40℃冻干清洗技术突破?在冷链设备制造领域,匠诚低温清洗系统可在-30℃环境下***冷库板发泡剂残留。某冷藏车厂应用后,预冷时间从6小时缩短至45分钟,同时避免常温清洗导致的材料变形问题。设备特有的防冻型排水结构,更保证在极寒地区全年稳定运行,故障率低于0.5次/千小时。
?关键备件清单?喷枪雾化帽(材质:碳化钨,寿命≥2000h)?2输送链条(抗拉强度≥800N/mm2,每2年更换)?2除尘滤筒(过滤精度0.3μm,更换周期≤6个月)?1三、安全操作规范喷涂区需保持微负压(-10至-30Pa),防止漆雾外溢?1。维修前切断气源/电源,使用防爆工具操作?2。固化炉内部检修时,需冷却至50℃以下并检测氧浓度(≥19.5%)?2。以上内容综合自自动喷涂生产线技术文档与行业维护实践?12。
二、维修手册要点?日常维护??喷枪组件?:每日清洁喷嘴积漆,检查电极针磨损(更换周期≤500h)?2。校准雾化气压与出漆量偏差(允许误差±5%)?2。?输送系统?:每周润滑链条/导轨,检查张紧度(下垂量≤5mm/m)?2。每月检测输送带跑偏量(横向偏移≤2mm)?1。 高粉尘工况(如铸造车间)要求设备达到IP67防护等级,否则核部件寿命缩短50%以上?。
?7.轨道交通高效除油?"匠诚高压蒸汽清洗系统以160Bar压力配合85℃热水,10分钟***高铁齿轮箱厚重油泥,较传统碱洗效率提升7倍。"?——青岛某机车维修中心经理?"这套设备让我们的齿轮箱检修时间从3天压缩到8小时,维修车间异味投诉下降90%,更避免了化学废液处理难题。"?8.文物修复级清洗?"联合故宫博物院研发的文物清洗设备,采用微米级气溶胶剥离技术,可在不损伤青铜器本体的情况下***千年结壳。某战国编钟修复项目节约人工处理时间1400小时。"?——国家博物馆文物保护**?"这项技术突破让我们在三星堆金杖清洗中完整保留了0.03mm厚的贴金层,这是手工清洗***无法达到的精度。"设备内置300+个数据采集点,实时生成生产节拍热力图。龙岩附近哪里有喷漆涂装流水线设备生产厂家
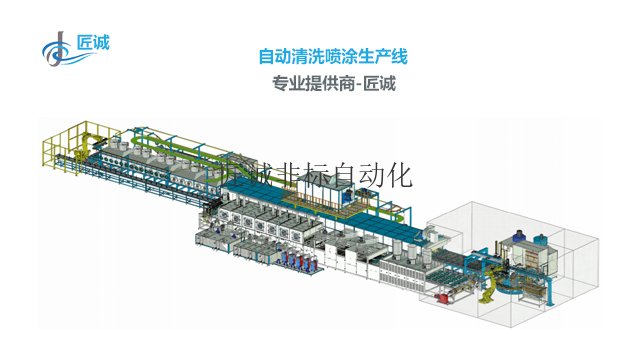
我们的喷涂自动化生产线,以其高效、准和可靠性著称,为各种规模的喷涂作业提供完美的解决方案。景德镇全自动化喷漆涂装流水线效率高省人工
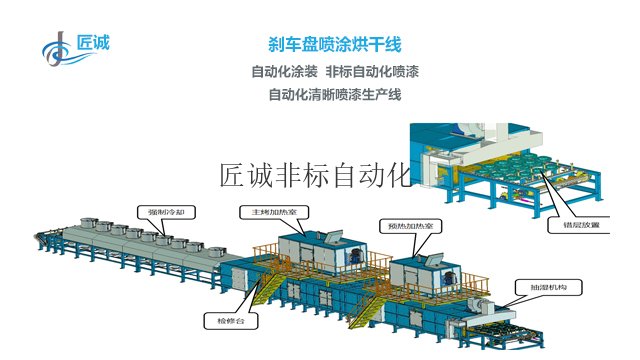
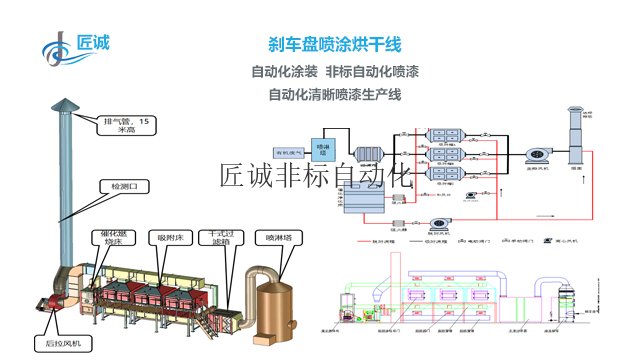
自动喷涂生产线工作原理及维修手册一、工作原理?系统构成??前处理设备?:通过脱脂、磷化等工序***工件表面油污与杂质,确保喷涂附着力?2。?输送系统?:采用链条、滚筒或磁悬浮装置,按预设速度(0.5-12m/min)输送工件,支持连续或间歇式运行?12。?喷涂单元?:?智能喷枪?:通过光电传感器识别工件位置,按程序设定轨迹喷涂(如往复式、旋杯式),雾化粒径控制在15-50μm?12。?参数控制?:气压(0.3-0.6MPa)、出漆量(200-800mL/min)、喷涂距离(15-30cm)通过PLC精细调节?2。?除尘系统?:采用干式滤筒或湿式水帘装置,过滤效率≥98%,废气排放符合GB16297标准?1。?干燥固化?:通过红外、热风或UV固化炉,温度控制精度±2℃,固化时间压缩至传统工艺的1/3?2。景德镇全自动化喷漆涂装流水线效率高省人工
- 梅州专业提供五恒系统专业设计安装 2025-07-08
- 珠海专业技术提供商喷漆涂装流水线 2025-07-08
- 台州工厂喷漆喷粉杭州非标自动化自动喷涂机 2025-07-08
- 安庆油漆喷漆喷涂喷漆涂装流水线效率高省人工 2025-07-08
- 湖州附近哪里有五恒系统做得比较早 2025-07-08
- 承德专业技术提供商喷漆涂装流水线提供涂装解决方案 2025-07-08
- 肇庆专业技术提供商喷漆涂装流水线源头供应商 2025-07-08
- 连云港非标自动化喷漆涂装流水线促销价格 2025-07-08
- 韶关附近哪里有五恒系统一套多少钱 2025-07-08
- 汕尾全套工业自动化喷漆涂装流水线市场报价 2025-07-08
- 徐汇区美容仪灯不亮维修保养 2025-07-08
- 辽宁专业定制杭州三恒系统大概费用 2025-07-08
- 南开区绿色环保紫外线杀毒灯代理价钱 2025-07-08
- 山西好用的杭州三恒系统诚信合作 2025-07-08
- 迷你小型润眼仪批发 2025-07-08
- 浦东新区美容仪接触不良维修电话 2025-07-08
- 青岛商用高温工位厨房空调哪有卖 2025-07-08
- 内蒙古商用大容量开水器生产企业 2025-07-08
- 黄石钢制板式散热器 2025-07-08
- 江西节能环保法莱蒙壁炉有哪些设计风格 2025-07-08